






���Ӛ�����(y��ng)����ʲô
��(d��o)�x
���Ӛ�����(y��ng)�����Ǻ��ӹ����о��I(l��ng)������c(di��n)��(w��n)�}���漰���ӵĸ��N���̑�(y��ng)���У���ʮ���P(gu��n)ע������(y��ng)����Ӱ푡���ô�@�N����Ҋ(ji��n)�������Ė|�������ǂ�(g��)ʲô�أ��ðɣ��M(j��n)�뱾���P(gu��n)ע�c(di��n)��
![]()
��
(t��ng)�f(shu��)���N䓺��ܵĺ��ӽ��^���a(ch��n)����(y��ng)�����g�Ѽy�������f(shu��)��(y��ng)�����g�Dz��ϡ�ʹ�íh(hu��n)���͑�(y��ng)������(g��)���ع�ͬ���Õr(sh��)�l(f��)���ģ���Ȼ���Ϻ�ʹ�íh(hu��n)�������S���׃����ֻ���ښ�����(y��ng)�����¹����ˡ�����܉͚�����(y��ng)���ͺ��ˣ��ɚ�����(y��ng)����������ô�a(ch��n)���ģ���β��ܽ����أ�
![]()
��
����һ�^�Fˮ����߀��ȥ����ʿ��Ո(q��ng)��Ո(q��ng)�̰ɡ�
�亸�C(j��),늻Ѻ��ޏ�(f��)�C(j��),�T��ȱ�����a(b��)�C(j��),�����a(b��)���C(j��),ģ�����a(b��)�C(j��),�����C(j��),�l(f��)�늺��C(j��)
С��ͨ�^(gu��)�W(w��ng)�j(lu��)�c����ʿȡ����(li��n)ϵ��
��
����ʿ���þò�Ҋ(ji��n)�������(l��i)����Ո(q��ng)����η�ֹ���ܮa(ch��n)����(y��ng)�����g�Ѽy��
��(du��)���@��(g��)��(w��n)�}��Ȳ�Մ���ܰɡ������҂���(l��i)����������(y��ng)������ήa(ch��n)���ģ��D���Ǻ��Ӛ�����(y��ng)���a(ch��n)���Ą�(d��ng)���W(xu��)ģ�͈D����֪���@��(g��)�D�ͺ�����ʲô�P(gu��n)ϵ�

Dr.��
![]()
��
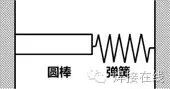
��(du��)��(y��ng)�ľ��Ǻ��p�ɣ������L(zh��ng)�̌�(du��)��(y��ng)���p�ğ�Û��s�����Ǐ��ɴ���ʲô�أ�
���ɴ������Ǻ��p��߅��ĸ�Č�(du��)���p׃�εľ�������

Dr.��
��
Ŷ�����ǰѺ��p��ĸ�ķ��_(k��i)��(l��i)���]�ɣ�
�](m��i)�e(cu��)������֪��������Ĝض����ߕ�(hu��)�l(f��)��ʲô�F(xi��n)���D���Ԏ��������⡣
Dr.��
��
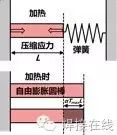
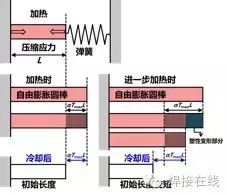
�ĈD�Ͽ��A���ӟ�r(sh��)�a(ch��n)���ˉ��s��(y��ng)�����@��������(l��i)һ��(g��)��ʽ����=��T���Ŵ��푪(y��ng)׃�������������Ûϵ��(sh��)��T����ض�׃������
������ͦ����(sh��)��A����������Û�r(sh��)����(hu��)�a(ch��n)����(y��ng)������֮������A������Û�ܵ������͕�(hu��)�a(ch��n)�����s��(y��ng)�����@�������^�ġ��ᑪ(y��ng)������
Dr.��
��
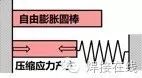
���Ǟ�ʲô��s��s׃���˚�������(y��ng)����?�M�܈A���ڼӟ��^(gu��)���Е�(hu��)�a(ch��n)�����s��(y��ng)����������s�ɕ�(hu��)�֏�(f��)����ʼ�L(zh��ng)�ȣ��LjA��Ҳ�֏�(f��)���˳�ʼ�L(zh��ng)�ȣ��ǾͲ���(hu��)�a(ch��n)����(y��ng)���˰��������@�ӣ�
�@��(g��)ô����(w��n)�}��úܺã������(l��i)��ጞ�ʲô��s���(hu��)�a(ch��n)����������(y��ng)���ɡ���(du��)�������ᵽ��ģ�ͣ������(du��)�A���M(j��n)һ���ӟ��(hu��)�l(f��)��ʲô�أ�

Dr.��
��
�ᑪ(y��ng)׃��(y��ng)ԓ��(hu��)���Ӱɣ����Үa(ch��n)���ĉ��s��(y��ng)����(hu��)Խ��(l��i)Խ��(d��ng)���s��(y��ng)�����ڲ��ϵ�������(qi��ng)�ȕr(sh��)���A���͕�(hu��)�l(f��)������׃���ˡ�
�](m��i)�e(cu��)���@��(g��)�^(gu��)�̿������D��(l��i)��ጡ�����ʹʾ��D��ֱ�^���҂����O(sh��)���ɵĄ����ǟo(w��)��ġ������ټ��O(sh��)���ɿ���������s������һ�A����(hu��)���׃�Ρ�
Dr.��
����������f(shu��)�����ܟ�a(ch��n)���ĉ��s��(y��ng)�����^(gu��)������(qi��ng)�ȕr(sh��)������׃�ξ͕�(hu��)�l(f��)����Ҳ�����f(shu��)����Û����һ������?y��n)�l(f��)������׃�ζ������Ե��տs�ˣ��ஔ(d��ng)�ڈA�����տs׃���ˡ�
Dr.��
��
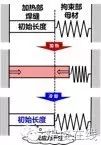
������s��A�����L(zh��ng)�Ⱦͱȳ�ʼ�L(zh��ng)�ȶ��ˡ�������(du��)ѽ���A�������տs���Ɍ�(sh��)�H�ψA���ܵ����ɵľ����](m��i)�������տs����������קס��������K����������(y��ng)����
Bingo����������(y��ng)�������@ô��(l��i)�ġ��F(xi��n)�ڮa(ch��n)��������(y��ng)����ԭ���ҵ��ˣ������v�v������(y��ng)���Ĵ�С�����Ӌ(j��)��ġ��D�Ǒ�(y��ng)�����ضȈD��
Dr.��
��
Ŷ���ĈD���ܿ�����(y��ng)���S���ضȵ�׃��څ��(sh��)������߀���@ʾ��K�Ě�����(y��ng)����С��
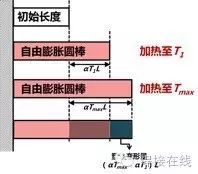
���ȣ��ڜض�����A�c(di��n)֮ǰ���A���l(f��)���Ķ��Ǐ���׃�Ρ�����(l��i)���A������Û�ܵ��������a(ch��n)���ˉ��s��(y��ng)����
Dr.��
��
�������ˣ���(y��ng)����=E�ţ�����=��T�����Ԧ�=-E��T��E�Ǐ���ģ������
���ӿɽ̰���
Dr.��
��
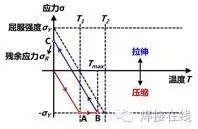
����(l��i)��A��B�A�ΈA���Dz��ǰl(f��)��������׃�Σ����҉��s��(y��ng)���c���ϵ�������(qi��ng)����ȣ�
�](m��i)�e(cu��)���Ǐ�B�c(di��n)��Tmax����s���Ҝؕr(sh��)���a(ch��n)���˚�������(y��ng)�����Ǒ�(y��ng)��ֵ��ôӋ(j��)���أ�
Dr.��
��
�a(ch��n)��������(y��ng)����ԭ���أ�����?y��n)�ӟ�r(sh��)�l(f��)������׃�ε��Dz�����s���ܻ֏�(f��)��ԭʼ�L(zh��ng)�ȣ����l(f��)������׃�ε��Dz��֟o(w��)���֏�(f��)��������������տs���t�A�����L(zh��ng)�ȱ�Ȼ��ԭ��(l��i)�Ķ̣�����(sh��)�H��r�LjA�����ܵ����ɵľ����o(w��)��׃�̣�����ܵ����ɵ�����(y��ng)����
��
���Ӌ(j��)�㚈����(y��ng)��ֵ���Dz��Ǒ�(y��ng)ԓ�@�ӿ��]���A��������(g��)��ѭ�h(hu��n)�^(gu��)���е�׃�����䌍(sh��)��������׃���A�Σ�A��B����׃��������ԓ�A�ήa(ch��n)����׃�����ǜضȏ�T1����Tmax���^(gu��)���аl(f��)���ģ���ˮa(ch��n)��������׃������(y��ng)ԓ�ǣ���Tmax-��T1��L����ô������(y��ng)����R= E��(Tmax-T1)�����@��(g��)��ʽ������������(y��ng)���Ĵ�С�c���ϼӟᵽ����ߜض��������P(gu��n)����
�](m��i)�e(cu��)���۹�Խ��(l��i)ԽϬ���˰���
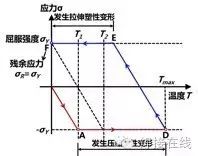
һ���(l��i)�f(shu��)����(d��ng)��ӟ�ض�Tmax��T1�cT2֮�g�r(sh��)��������(y��ng)���Ĵ�С����������ʽӋ(j��)��õ������Ǯ�(d��ng)Tmax���^(gu��)T2����r�Ͳ�һ���ˣ���(l��i)�������@���D��
Dr.��
��
���@��(g��)�D��(l��i)����Tmax���^(gu��)T2������(y��ng)����R����ڦ�Y�����S�ضȵ����߶������ˡ�
�](m��i)�e(cu��)�������s�^(gu��)���К�����(y��ng)�����^(gu��)��������(qi��ng)�ȣ��͕�(hu��)�a(ch��n)����������׃�Σ���˚�����(y��ng)���Dz���(hu��)���^(gu��)������(qi��ng)�ȵġ�
Dr.��
��
���ǻ�Ȼ�_(k��i)�ʰ���
Ŀǰ��ֹ���҂�ӑՓ�Ą�(d��ng)���W(xu��)ģ�Ͷ��ǽ����ڼ��O(sh��)���ɣ����������Ą����ǟo(w��)��Ļ��A(ch��)�ϵģ���(sh��)�H�Ϻ��p��߅�ľ����ǿ�׃�ġ���ô�ႀ(g��)��(w��n)�}��������p��߅�ľ����ǿ�׃�ģ���Tmax��T1�cT2֮�g�r(sh��)��������(y��ng)����(hu��)��ʲô��ͬ�أ�
Dr.��
��
����������^С��������(y��ng)���Ͳ���(hu��)�@ô���_(d��)��������(qi��ng)�Ȱɣ�Ҳ�����f(shu��)����С�r(sh��)T1��T2�Ⱦ�����r(sh��)��Ҫ�߰ɣ�
��(du��)�ġ����^(gu��)��(l��i)�f(shu��)���������ӣ�T1��T2��(hu��)���ͣ���ô�������^�͵Ĝض��¾͕�(hu��)�l(f��)������׃�Σ��Ķ������a(ch��n)��������(y��ng)����
Dr.��
��
�����֪��T1��T2�Ƕ����أ�
��(du��)�ڵ�̼䓣�һ��T1�s100�棬T2�s200�档
Dr.��
��
�@ô�f(shu��)��̼�100�����Ͼ͕�(hu��)�l(f��)������׃���ˣ������ڰɣ�
��(sh��)�����@�ӣ����^(gu��)��(d��ng)���ϵĿ�����(qi��ng)�ȷ����r(sh��)��������(qi��ng)�Ȼ�����Ҳ��(hu��)�������@�ӾͲ���(hu��)��ô���װl(f��)������׃���ˡ�
Dr.��
��˲����κ���r�£�ֻҪ��ӛT1��T2��ֵ�c���ϵ�������(qi��ng)�Ⱥͺ��p�܇��ľ������������P(gu��n)������
Dr.��
��
һ�_(k��i)ʼ��߀�Ԟ��@��(g��)�|���ܺ�(ji��n)���أ��](m��i)�뵽Խ�vԽ��?yu��n)W����
���Ԕ�(sh��)ֵģ�M�ͷ������Ҫ����
Dr.��
��
�ٺ٣��ڟ���ʿ�ٽo�q�q֪�R(sh��)�����҄���(l��i)�r(sh��)�ᵽ�Į��N䓽��^�Ķ��Ӷ������(y��ng)ԓ���yģ�M�ɣ���ʹ�DZ���Ćε��κ��Ӹ��X(ju��)���](m��i)��ô��(ji��n)�Ρ�
�����˞���҂���������Ԫģ�M�^(gu��)���N䓹ܵ����Ӷ�����Ě�����(y��ng)�����D�а�����ģ�M��һЩ������Ϣ���҂�һ��ģ�M��108�����ء�
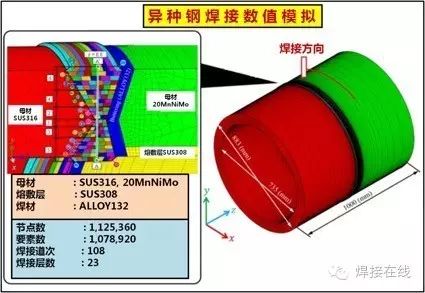
Dr.��
��
108���ΰ���̫����˼�h�ˣ�
�������ҕ�l��ÿһ���κ��ӕr(sh��)��(y��ng)�����׃���������ԏ�ҕ�l�п�����(l��i)��
Dr.��
����ĈD�o���˷քe�o����45��75��108���κ������^���S�������(y��ng)���ֲ��D��
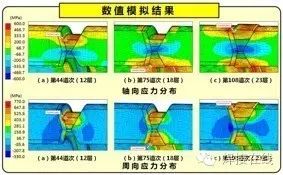
Dr.��
��
֮ǰ���J(r��n)�鑪(y��ng)���ǿ���Ҋ(ji��n)�������ģ��](m��i)�뵽��(sh��)ֵģ�M�ܰ��������سʬF(xi��n)����(l��i)����(ji��n)ֱ̫�@�G�ˣ�
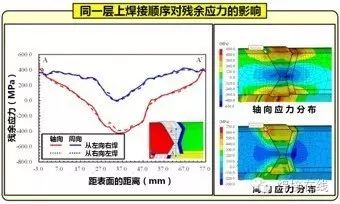
��ͻȻ�뵽һ��(g��)��(w��n)�}����֪����ͬһ���Ϗ������͏������Һ���(du��)������(y��ng)���Л](m��i)��Ӱ푡�
�D���Իش����@��(g��)��(w��n)�}����(sh��)���Ǐ������Һ��r(sh��)A-A���ϵđ�(y��ng)���ֲ���̓���Ǐ������ġ�
Dr.��
��
�@ô����(l��i)ͬһ���ϵĺ������ĸ�׃��(du��)������(y��ng)���](m��i)��Ӱ��
�ǰ���ͨ�^(gu��)ģ�M�������ں���ʩ��ǰ��������һЩ׃��������(sh��)��(du��)������(y��ng)�����ܮa(ch��n)����Ӱ푣�߀��ָ��(d��o)����ΜpС������(y��ng)������(d��ng)Ȼ�ˣ������֪��������(y��ng)���a(ch��n)���ęC(j��)������ʹ�������ģ�MҲ�o(w��)��ָ��(d��o)���a(ch��n)���������f(shu��)ָ��(d��o)����ΜpС������(y��ng)���ˡ�
Dr.��
��
���ţ���һ��Ŭ���W(xu��)��(x��)���F(xi��n)�����ѽ�(j��ng)���֪���˚�����(y��ng)������ήa(ch��n)���ģ����Л](m��i)��һЩ��(ji��n)�ε��܉�pС������(y��ng)���ķ����أ�
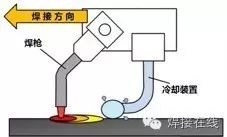
�ǽo���B�ׂ�(g��)�ѽ�(j��ng)�ɹ���(y��ng)�õķ����ɣ���ǰ���ƶ������ĺ��ӹ�ˇ����pС��ݔ���������;����ȡ����ƺ������ȡ�
Dr.��
�ں����^(gu��)���У��ɲ���ˮ�䷨�����D��ʾ���ں������氲�bһ��(g��)ˮ���b�Á�(l��i)���r(sh��)�o�������ء�
Dr.��
������M(j��n)�к����̎����Ҳ�ɲ��Ç���̎��ʹ��������a(ch��n)����������(y��ng)������(d��ng)ȻҲ�кܶ������ķ���Ҳ���о��С����ā�(l��i)�f(shu��)������ͨ�^(gu��)�@Щ����ʹ���p������߅�^(q��)��Ě�����(y��ng)�����͡�
Dr.��
��
���첻�H�����˚�����(y��ng)������ô�a(ch��n)���ģ�������Ô�(sh��)ֵģ�M��(l��i)ָ��(d��o)���a(ch��n)��߀�W(xu��)���˲��ٜpС������(y��ng)���ķ��������Dz�̓���а���
�����@Щ֪�R(sh��)��ȥ��Q�ҵđ�(y��ng)�����g��(w��n)�}ȥ����̫���x���ˣ�����ʿ��
- ��һƪ����ȫ���Ӷ�©���� [2019-05-13]
- ��һƪ���������Ѽy��(w��n)�}һ�����붮 [2019-05-10]