






�t�f��c���P䓵ĺ��ӹ�ˇ
��������N䓺��ӑ���ʮ�֏V�����ں��պ��졢ʯ�ͻ������Cе�ИI���ИI����Խ��Խ��[1]�������ڮ��N��ڻ��W�ɷ֡�ұ�������ԡ��������ܺͻ��W���ܵȷ�������^�����ں����^���Е����F�Ͻ�Ԫ�ص��w�ơ����W�ɷ֡�����M���IJ�����߀���a���ᑪ��������׃�Σ����F�����Ѽy�ȣ����ͺ��ӽ��^�����W����[2]��
����ᘌ�12Cr2Mo1�t�f䓺�S30408���P䓵Į��N䓺��ӽ��^���M�к����Է������x����m�ĺ��ӷ��������Ӳ��Ϻͺ��ӹ�ˇ���������M�к����̎��������NB/T47014���Љ��O�亸�ӹ�ˇ�u�����M�к��ӹ�ˇ�u�����������N䓺��ӽ��^�����W���ܣ��ƶ��������Iָ����������ָ�����H���a��
01 �����Է���
12Cr2Mo1��ͺϽ��͟�䓣��������õ��ߜغͿ������ܣ���Ҫ��������Ӛ��b�õķ������͟ύ�Q�����O���У� 12Cr2Mo1���t���f���@�����䓵Ĵ�Ӳ�ԣ���һ������s�ٶ��£����p���ٺ͟�Ӱ푅^�ȿ����γɌ��������е��@�M�������д�����Cr��Mo�ȏ�̼�����γ�Ԫ�أ�ʹ���^���^��^���в�ͬ�̶ȵ��ٟ��Ѽy�����ԡ���350-550��ضȅ^�g�L���\�Еr�����к�������ٿ��������^���S�O�ޕr���l���ĝu�M�Ĵ�׃�F��
S30408��W���w���P䓣��ɷN䓲�֮�g���W�ɷ֡�����M�����������ܺͻ��W���ܵȷ������^�������ӕr���׳��F�����}��
1.1���p��ϡ�
�ں����^���У����p���ٕ��ܵ�12Cr2Mo1�۷���ٵ�ϡ����ã��ھo��12Cr2Mo1һ���ۺυ^�ĺ��p�����У��γɺͺ��p���ٳɷֲ�ͬ���^�Ɍӣ�ĸ�ĺϽ���Խ��ϡ���Խ���ۺϱ�Խ��ϡ���ҲԽ��12Cr2Mo1һ���^�Ɍӿ��ܕ���ϡጶ��a�������R���w�M����.
1.2 ̼�w��
�ߜ��£������tԪ���c̼ԭ�ӵ��H�������������γ�̼���t�Ļ�����ں����^���У�12Cr2Mo1һ����ؚ�t��ʹ̼ԭ��Ó�x�γ�Ó̼�^���M��ܛ���������ִ����������g�����½�����S30408һ�����t��ʹ̼ԭ�������w���γ���̼�ӣ��M��Ӳ��������׃��������׃�á�
1.3 ���ӑ���
���ڃɷN���ϵğጧ�ʺ;���Ûϵ����ͬ�������^���У��ߜ^�a���ᑪ��������ԓ�ᑪ���o��������ʹ���p���ۺυ^�����a������������������s�^���У����տs��һ�®a�����Ӛ���������������12Cr2Mo1�Ȯa���Ѽy��
0 2 ���ӹ�ˇ�u��
2.1 ���ϵĻ��W�ɷֺ����W����
�u���ò��Ϟ�12Cr2Mo1��S30408���P䓣�Ҏ�����400mm��150mm��10mm���ɷN���ϵĻ��W�ɷֺ����1��ʾ

2.2 ���ӷ���
���˜p�ٺ��p��ϡጣ���ֹ�a�����Ѽy���ٟ��Ѽy��12Cr2Mo1��S30408���N䓺��ӕr����12Cr2Mo1���ȶѺ�懻����ģ��x���ۺϱ�С��ϡ��ʵ͵ĺ��ӷ������u�O�廡���ͺ��l늻������ۺϱ��^С�����p�ɷ�Ҳ���^��������ˣ�ԓ���N��x�Ú廡����ף����l늻����w��ĺ��ӷ�����
2.3 ����
����懻����lENi6182��懻����zSNi6082������懵�ʯī��������K�γ�̼����pС�^�Ɍӣ���ֹ�a�����Ե��R���w�M�����Mһ������12Cr2Mo1�е�̼�w�ơ�
2.4 �����¿�
���ں����¿���ʽ�����M�����]���ӌӔ��������������ۺϱȺͺ��Ӛ����������OӋ���¿���ʽ���ߴ���D1��ʾ��

2.5�A��͌��g�ضȿ���
12Cr2Mo1�@�M����ػ�ؐ���w��S30408�@�M����W���w��12Cr2Mo1���д�Ӳ�ԡ��ٟ��Ѽy�A��ͻػ���ԣ��� S30408�������õĺ����ԣ������ɷN���ϵĻ��W�ɷ֡����^��ʽ�����ӷ����ͺ��Ӳ��ϵȿ��]��ͨ�^������ԇ�_�����A��ض���200�����ң����ӵĵ��g�ضȿ�����100��֮�ȣ����������M��350���2h���̎����
2.6 ���ӹ�ˇ����
��ǰ�����¿ڼ��ɂȸ�200mm֮�ȵ������ӡ����ۡ�ˮ�֡��F�P���M�����������w�ĺ��ӹ�ˇ�������2��ʾ��

2.7 ��������������̎��
��������������̎���Ƿ�ֹ�����Ѽy����Ҫ��ˇ��ʩ��12Cr2Mo1��S30408���N䓺��ӕr�����a���ܴ�ĺ��Ӛ�����������ˣ�������Ҫ�M��690��10���2h�ğ�̎�������������Ӛ��������������Ѽy�Įa����
0 3. ��ˇ�u���Y��������
���ӹ�ˇ�u������NB/T47014-2011���Љ��O�亸�ӹ�ˇ�u�����˜��M�У����u��ԇ���M�����^�z�飬����]�К�ס��A�����Ѽy��ȱ�ݣ�Ȼ���M��100%�侀�z�y���侀�z�y����NB/T47013-2013���Љ��O��o�p�z�y���u�����ϸ���NB/T47014-2011�˜�Ҫ��ӹ�ԇ�ӣ��M�����졢�����͛_�������W����ԇ���W����ԇ�Y�����3����4����5��ʾ��
�亸�C,늻Ѻ��ޏ͙C,�T��ȱ�����a�C,�����a���C,ģ�����a�C,�����C,�l�늺��C
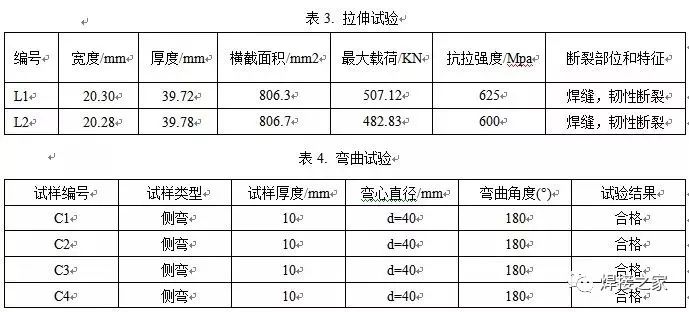

������������֪�����졢�����͛_��ԇ�ϸ��f�����ƶ��ĺ��ӹ�ˇ�M��Ҫ���ӽ��^�����ܷ���Ҏ����
0 4. �YՓ
��1�������ۺϱ�С��ϡ��ʵ͵Ě廡����ף����l늻����w��ĺ��ӷ�������12Cr2Mo1�����ú��l늻����Ѻ�懻������x��懻����zSNi6082��懻����lENi6182��12Cr2Mo1��S30408���N��M�к��ӣ�ͨ�^�����ĺ��ӹ�ˇ���@�������ܷ��Ϙ˜�Ҏ���ĺ��ӽ��^��
��2������NB/T47014-2011���Љ��O�亸�ӹ�ˇ�u�����������ӽ��^�M�������W����ԇ����ԇ�Ӕ��ں��p�ϣ����g�Ԕ��ѣ��������ȝM��˜�Ҫ����ԇ�Ӻ͛_��ʽ�ӝM��˜�Ҫ��
- ��һƪ���������Ѽy���}һ�����붮 [2019-05-10]
- ��һƪ����ɺ�늵ĺ������� [2019-05-10]