






�N��QC02���w���o���ͽz������
�N��QC02���w���o���ͽz������
CO2���w���o���ں��ӕr�������F�ͽz����ͨ��������ij��z�F��,�@�ӕ��o���ӎ������y��ֱ��Ӱ푺����|��,��ԓһ�κ���ĺ��p�����ֺÎβ��ܺ��ꡣ�P�߸����Լ�����ĺ��Ӳ������,���Y��һ��ᘌ����ӕr���z����ͨ���ų���,���L��܉���ɷݹ�˾�����a���Ӱ����D��ܕr,ʹ�����ͺ��z�r�����ĺ��z����ͨ�y�}�ṩ�˽�Q�k��,���½��H�����b������
���ԭ��:
1���z��Ӳ����
2���z���P�g��
3���z�ּ�������
4�ͽz�C���o݆ʹ�ò�����
5����ʹ�Õr�����^��
6�����ͽzܛ�܃�ĥ���ϲۡ�
7�������r������
8������ͽz��ĥ�p�^��
9���ӕr���늉���ƥ�䡣
1�����z��Ӳ����
�a��ԭ��:���z�����a�r�����a��Ӳ��,ֻ���ڰ��\�^�����ܵ�����ʹ���z�P�ĺ��zɢ����,�����˹���ɢ��ĺ��z�p�����z�P�ϕr���a���@�N�F��
��ɬF��:����Ӳ���ĺ��z���M���ͽz݆�Ժ�,���M�뺸��ǰ�͕�����ס,һ���M�뵽�����rҲ�����ͽzܛ�ܻ�����ס,�o���M�к���,���������늉��^��r߀�����p����졣
ע�����:�ڴ��_���b���b���z�rҪ�J��z�麸�z�P�_�J���z�P��ßo�p�����z�p�@���R����ʹ�á��ڰ��\���z�rһ��ҪС���p��,����Ă����z�P,��ɺ��zɢ��,��ɢ��ĺ��z�����p�����z�P�r��������С���p�@,����a��Ӳ����
2�����z���P�g��
�a��ԭ��:���z�\ݔ�^�̰��b�Ɠp�����z���^������ȳ��ˡ���ŕr�g�^�L�����z�������^���š�
��ɬF��;���ӕr,���P�g�ĺ��z�M�뵽�ͽz�C�r,���o݆����Ӱ������ͽz�������P�g��λ�ĺ��z�M�뺸���r,���ں��zֱ�������@�ӕ���������ס,�o������,����^��r�����p�����,���p���β�,�������s�
ע�����:�ڴ��_���z���b�r���z�麸�z�Ƿ����P,���P�ĺ��zҪ���r�����z����Q�����z���b�����Ɠp,���ƺ��z��ĝ��,���z��ő��x���漰���w300mm,�����Ȳ�ُ�ĺ��z��ʹ��,���_ʹ�õĺ��z��֔��������
3�����z�ּ���������ë��
�a��ԭ��:���a���z�r���ڰνz�O�䲻�ϸ���ɵġ�
��ɬF��:���ӕr,�ּ����������ë�̵ĺ��z�M�뺸���ͽzܛ�ܕr,���cܛ�ܱڮa��Ħ�����������,����������ӽ��M�댧���r���a���ͽz���������m���ӻ�ס�F��
ע�����:���Q�µČ�����߀�a�����m���ӬF��,����ƥ����̖�Č���쌦���z�M�к���ǰ�ęz��,�l�Fδ�����C���o݆�ĺ��zͨ�^��̖ƥ��Č����r����ͨ,һ���Ǻ��zֱ���ּ��������Q���z��
4���ͽz���o݆ʹ�ò�����
�a��ԭ��:�ͽz�C���o݆ʹ�Õr���ͺ��zƥ��,��о̼䓺��zʹ�����݆,ˎо���zʹ���մ�݆,����݆����̖�c���zֱ����ƥ�䡣������ʹ��Ҫ���M���{��,�����^�ɺ��^�o��
��ɬF��:��̼䓌�о���zʹ���մ�݆�r,������մ�݆ĥ�p̫�졣��ˎо���zʹ������ͽz݆�r,����ˎо���z���T�_��ʹ��ˎ©���o�����ӡ�
��̼䓌��ĺ��zֱ�������ͽz݆�ϲ�ֱ���r�����ں��z�Ϯa������,ʹ���z�A�ν���׃��,���Љ��۵ĺ��z��λͨ�^�����r������ס��
�����zֱ��С���ͽz݆�ϲ�ֱ���r,�ͽz݆�c���zĦ���������,�o�������ͽz��
���ͽz݆�c���zֱ��ƥ��r,�ͽz�C���o݆����ҲҪ�m�����ͽz݆�����^��r������ɺ��z׃��,�ͽz݆�����^С�r���ͽz݆�c���zĦ�����^С,�����z���ͽzܛ�܃Ȼ�������ܵ������r�����F�ͽz�������F��
ע�����:��Ҫ��ʹ����ƻ��մ��ͽz݆,�ͽz݆�ϲ���̖�c���zֱ��Ҫƥ���ͽz݆����Ҫ�m��,�ͽz݆�Ĝϲ�Ҫ�����M��������
5������ʹ�Õr�������^���^����
�a��ԭ��:���ӕr̫�S������⺸�p�Ŀ��gλ��ʹ�����ď����^��
��ɬF��:����ɺ��z�ں������ͽzܛ�܃��\�Еr�����^��,���³��z���y�γ��ͽz��������
ע�����:���ӕr�����M������ֱ������ĽǶ�,�Ԝp�ٺ��z���ͽzܛ�܃ȵ��\��������
6�������ͽz����ܛ�܃�ĥ���ϲۡ�
�a��ԭ���������ͽz����ܛ��ʹ�Õr�g�^�L,���z���^�ͽzܛ�ܕr��ܛ�܃Ȳ�ĥ���ϲۡ�
��ɬF��:���ӕr���z�M���ͽz����ܛ�܃�ĥ���Ĝϲەr,�������Ƅӏ����Ȱl��׃���r����ɜϲۊA�z�F����K�ͽz�����\�С�
ע�����:���ͽz����ܛ��ʹ�Õr�g�^�L�r,���z����ͨ,�����ְѺ���ͽzܛ��������S�����Ƕ�׃�����F�½z�F��r,�����r���Q�ͽz����ܛ�ܡ��M�����ֺ��������Ƕ�,�p�ٺ��z���ͽzܛ�܃ȵ�Ħ�����ͽz����ܛ���ں������^��,����ɺ��z�ں����Ȳ���,�γ��ͽz�������ͽz����ܛ���ں����Ȳ��^�L�r�γɏ���,���Ӵ��ͽz��Ħ����������ͽz��������
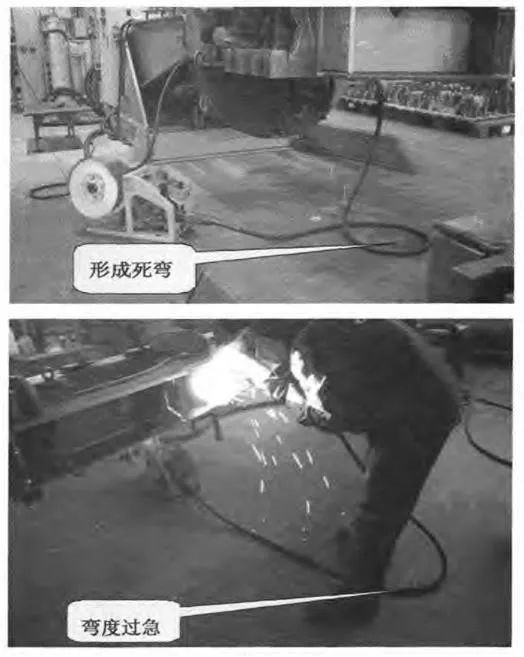
7���������r������
�a��ԭ��:������Ҏ���{�������r,���x�۳�̫���r,ʹ�����w�Rճ�B��������Ϻ��ӕr�gԽ�Lճ�B�w�RԽ�ࡣ
��ɬF��:����������w�RԽ��Խ�����������z��ס,�Ķ��Ӵ��ͽz������,��ɺ��z����ͨ��½z�F��
ע�����:���ӕr��Ҫ���{�ú����ǶȺͺ��z�������L�������w�R�Įa��,���������ü����Q�����팧����ϵ��w�R��,�������Ƀ����z��������10~15cm�L,�ü����Q�ӌ����z�Č��������ۏ���형rᘻ���r����D3��5Ȧ��������_,�ú��z���D���������������ͽz��ĥ�A����
8��������ͽz��ĥ�p�^��
�a��ԭ��:�ں��ӕr����콛�^�L�r�g�ĺ��zĥ�p������ͽz���^��
��ɬF��:������ͽz���^�����ɺ��ӕr����Բ���,���F���z�c�������,��ʹ�ͽz�������c�����ճ�B,���к��z���۳ȁ��ؔ[�ӬF��,Ӱ푺��p���Ρ�
ע�����:���ӕr�l�F���z����������ؔ[�ӕr,�����к͌����ճ�B�F���r���Q�µČ���졣�����Č���쑪�c���zֱ��ƥ��,������ֱ���^С,���Ħ�������^��,ʹ���z����ͨ��½z�F��,������������ɺ��z���۳ȁ��ؔ[��,ʹ���p���β�����

�亸�C,늻Ѻ��ޏ͙C,�T��ȱ�����a�C,�����a���C,ģ�����a�C,���Ͱl늙C,���Ͱl늙C,�l�늺��C
9�����ӕr늉��������ƥ��
�a��ԭ��:δ��Ҏ���ĺ���Ҏ���M���{�����ӕr���㡣
��ɬF��:������^��늉��^С�r�����F���m����������,�����w�R�^��,���z���۳��^��������y��������^С늉��^��r,���F���ӟ��m�^��,���z���۳��^����
С,���z�c�����ͬ�r�ۻ�ճ��һ��,�o�����ӡ�
ע�����:�������a��Ҫ,������Ҏ���M���{��,ʹ���z�M�뵽�۳ؕr���r�ۻ�,���z���۳��^��������
�Y���Z
���������ŷNԭ������,߀���ܴ��ں��C�|������,�ͽz늙C�\�D������,���z��~�ӽY�ϲ��o�ܡ����~��,��Ɍ������������γ��ͽz���������ͽz�C���z�P�̶��S̫�ɕ���ɺ��z��Ó,�^�o������ͽz�����^���ͽz���������ӕr�ؾ����Ʉӻ���|̎�P�gδ̎���Ƀ�,�������^��늻���������Ӱ��ͽz�������δ�Q�o,��ɺ������늉�������Ҳ���γ��ͽz��������һ���õĺ����ں��ӕr߀���Ը������z�ں������\�Юa����Ӂ��Д�a���ͽz������ԭ���ں��ӕr,��Ӱl���ں����ֱ�����r,�������ͽzܛ�ܱ�ĥ���ϲ�;����S���ͽz������ǰ�Ƅӕr,�a���@�N�F����Ҫ�Ǻ��z���Џ��ۼ�ë��;��Ӱl���ں����ֱ�ǰ���r�����r���Q����졣
���Ͻ��ɞ�CO2���w���o�������r���F�ͽz�������ṩ�Д���������Q�k��,�Ķ�������a�ͮaƷ�|����
- ��һƪ�����������Ӳ���Ҫ�c [2019-05-23]
- ��һƪ��ϵ�҂� [2019-05-16]